

想要直观了解钢花管推荐货源产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:钢花管推荐货源的图文介绍

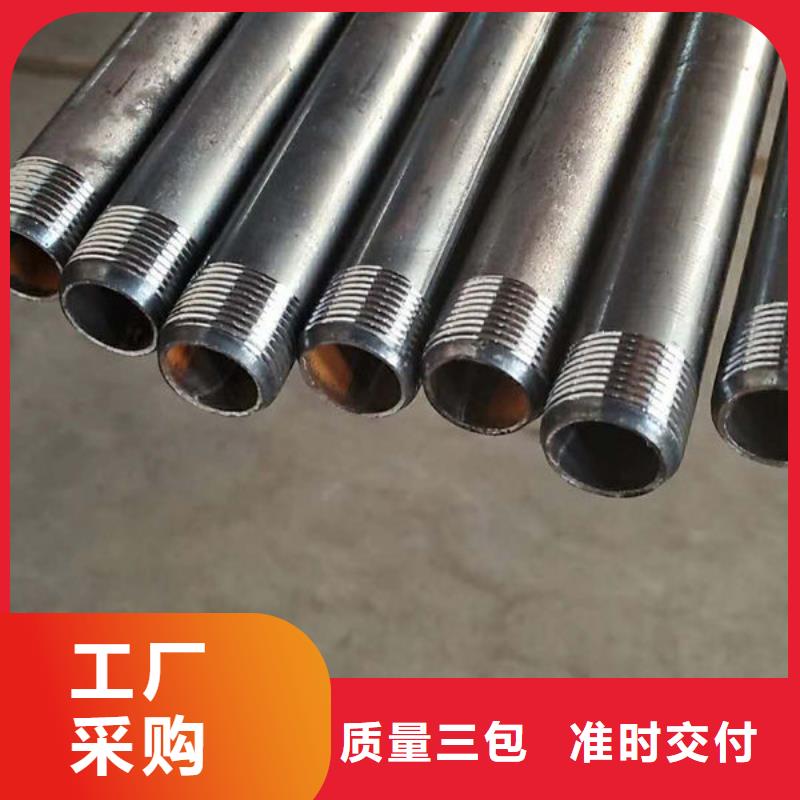
基于以上情况,我们通过相应的理论计算和大量的工程实践,高强双密封液压声测管。 高强双密封液压声测管在承口端端部设计了两个凸槽,凸槽内配有密封圈,安装时将声测管的插口端插入承口端10cm,然后用专用液压钳同时对两个凸槽进行挤压,被挤压部位的管材受力后收缩变形,两个凸槽之间的外层管材深陷入内层管材,从而有效实现了声测管的可靠连接;同时橡胶材质的密封圈在受挤压后变形贴服在两层管材之间,起到了极为良好的双保险密封作用。 高强双密封液压声测管的优点主要是充分考虑到声测管在使用中所涉及的各种要素,从各方面达到国内乃至世界领先的性能。

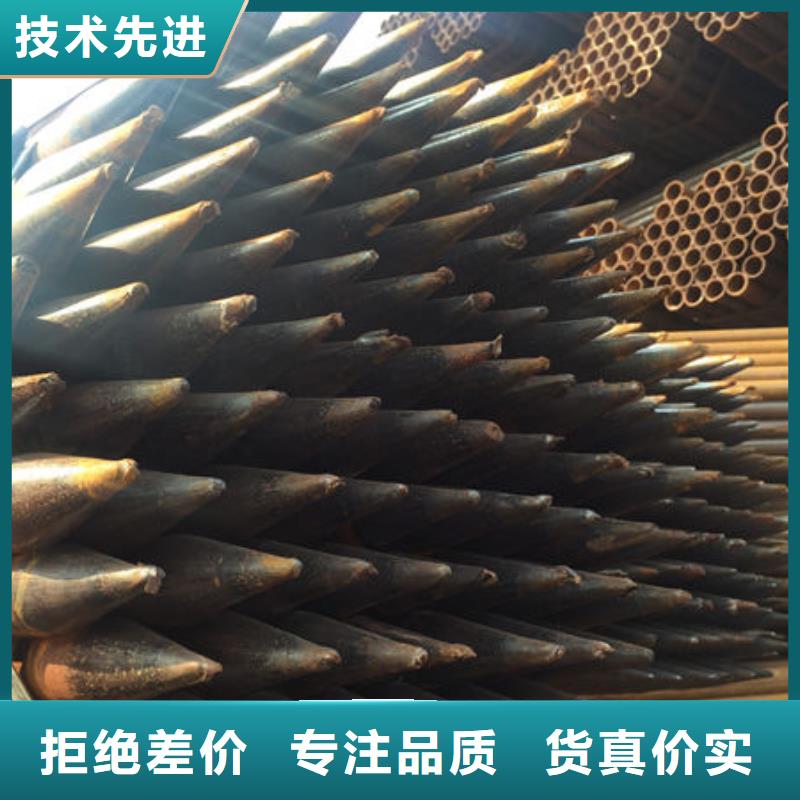
钻孔后进行清孔检查,对孔中出现的局部渗水塌孔或掉落松土立即进行压浆处理,并及时安设土钉钢筋钢花管并注浆。钢花管土钉制作及安装钢筋上钉采用25钢筋,每隔1.5m焊对中支架,防止主筋偏离土钉中心。钢花管土钉采用483.0钢花管,尾部设置尖角,管身每隔500m设置30X30角钢倒刺。土钉前,再次检查孔内是否存有杂物和泥浆,确认孔内无杂物和泥浆后,将土钉沿孔推入孔底。工程中,不能转动土钉,防止对中架破坏孔壁:切勿强行,防山土钉头部土休中,土钉送不到孔底时,应将土钉拔出,修孔后再进行。注浆钢筋钢花管土钉置入后,用注浆机通过注浆管或钢花管向孔内注水泥浆。水泥采用P.0.42.5R普通硅酸盐水泥。注浆压力0.4-0.6Mp。声测管


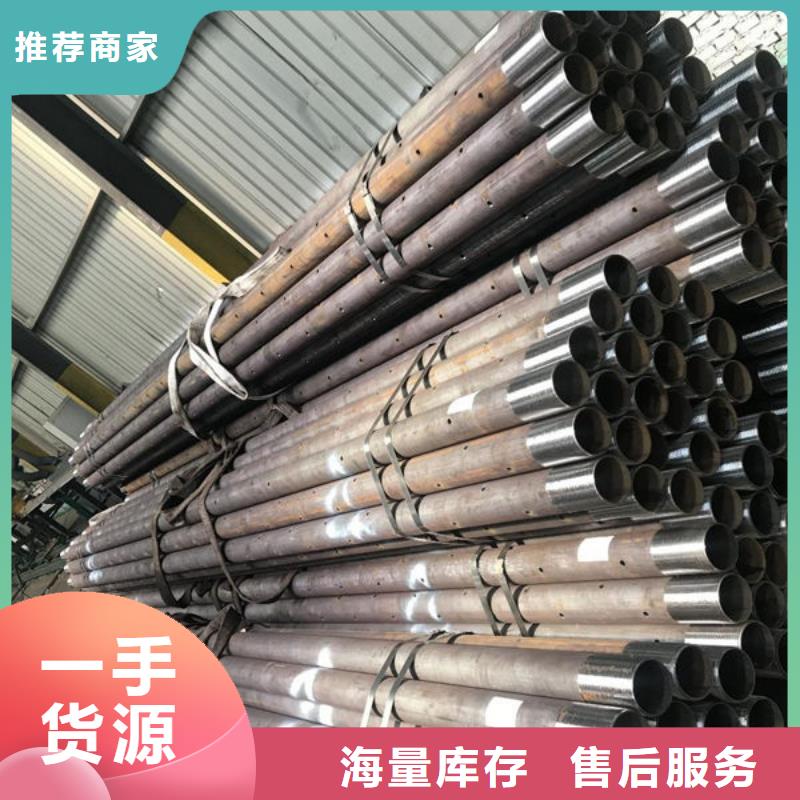
焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 产品特点 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。



双塔宝益德钢管有限公司为您找到优质的 声测管信息,在这您可以查看 声测管报价、行情、参数、厂家介绍等,联系人:代经理,地址:


